目前大多数制药厂在药片包装生产线上,一般采用人工进行目测的方法分拣次品,检测人员的工作状况对于检测效果有着很大的影响,而且这种工作方式检测效率低、成本高、劳动强度大。手工劳动的插入严重影响了药片包装生产线的工作效率,不但浪费了大量的劳动力资源,而且包装质量不能从根本得到保证。有些厂家采用长时间录像机进行录像方式来弥补由于人工检测所带来的失误,但这失去了实时检测的意义,同时也存在检测成本高的问题。
利用机器视觉系统代替人进行药片包装缺损检测,可以提高生产效率,降低生产成本。基于机器视觉技术的药片包装缺损检测系统是一个集机器视觉、光传感器和机电等技术于一体的机电一体化产品,而且具有计算机精度高、速度快的特点,能 迅速而准确地检测出药片包装的缺损,并对其进行综合分析,从而对成品和废品进行可靠分离。
一、机器视觉概念
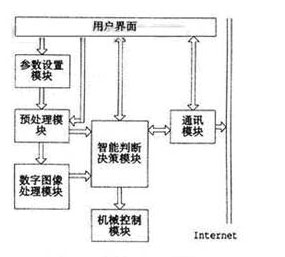
机器视觉又称计算机视觉,是用计算机来模拟人或再现与人类视觉有关的某些智能行为的技术,从客观事物的图像中提取信息进行处理,并加以理解,最终用于实际检测、测量和控制。机器视觉是一项综合技术,其中包括:数字图像处理技术、机械工程技术、控制技术、电光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。这些技术在机器视觉中是并列关系,相互协调应用才能构成一个成功的工业机器视觉应用系统。一个典型的工业机器视觉应用系统包括图像捕捉系统、光照系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。
图像捕捉系统采用CCD摄像机将所要识别的作业对象和背景转换成图像信号,以图像形式记录下来,然后转变成数字化信号传送给专用的图像处理系统,根据像素分布亮度和颜色等信息进行各种运算来抽取目标的特征,根据预设的容许度和其他条件输出判断结果。
光照系统为图像采集提供合适的照明,以利于后续图像的处理与分析。
图像数字化模块、数字图像处理模块、智能判断决策模块是机器视觉系统的核心,供计算机进行特定的处理,处理完毕的数字信号需要转换成视频信号由显示器显示,并经图像采集板输出端输出,以控制相应的执行机构。
机械控制执行模块根据计算机的指令进行动作,最终完成系统所需的任务。
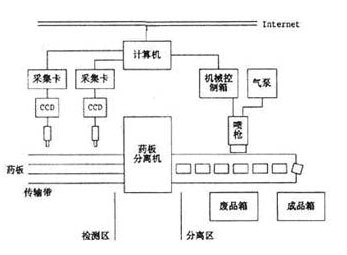
基于机器视觉技术的药片包装缺损检测系统总体上由硬件和软件两大部分组成,其工作原理是:包装好的药片在传送装置中传输,传送装置在机器中分为两个区域:检测区和分离区。在检测区,通过高速CCD摄像机将传送中的连续的药片图像传输到计算机中。计算机对记录下的图像进行分析,分辨出未填置药片的废板。当药板进行切割后进入分离区时,横向安置的喷枪射出高压气体把废板快速吹出,落入废品箱,而成品药板正常落入成品区,从而实现成品和废品的分离。
基于机器视觉技术的药片包装缺损检测系统总体结构如图l所示。为了充分利用原生产线,并有效地进行药片包装缺损检测,可在检测区安装两台CCD摄像机进行可靠检测,并加装适当的照明设备增强检测效果。
三、检测系统硬件实现
基于机器视觉技术的药片包装缺损检测系统的硬件包括摄像系统和分离系统两部分。
1.摄像系统
摄像系统采用工业中广泛采用的电荷耦合性固体摄像机(CCD),它由固体摄像器件作为感光元件,具有动态范围大、光谱响应范围宽、体积小、功耗低和可靠性高等特点。CCD图像传感器的输出简单,可以很方便地把图像信号的空间分布按照一个确定的线性关系转换为电信号的时序分布,并进行后续处理。CCD能与MOS电路集成在一个芯片上,既具有光电转换功能,又具有信号存储、转移和读出功能,因此CCD图像传感器可看成一个图像变换器,把一幅空间分布的光图像变换成按时间顺序分布的视频电压信号,传输给计算机进行处理。
CCD摄像机按照其使用的CCD器件可以分为线阵式和面阵式两大类,因为线阵CCD摄像机一次只能获得图像的一行信息,被拍摄的物体必须以直线形式从摄像机前移过才能获得完整的图像,针对工作实际,这里采用线阵式CCD摄像机。
2.图像采集卡
在基于PC机的机器视觉系统中,图像采集卡是控制摄像机拍照完成图像采集与数字化协调整个系统的重要设备,其结构设计和性能对整个系统的效率密切相关。一般的图像采集卡具有以下功能模块:图像信号的接收与A/D转换模块;摄像机控制输入输出接口;总线接口;通讯接口。
本系统使用NI公司的PCI—1408图像采集卡,它支持多路图像采集,并且采用双CCD输入以提高系统的分辨率和可靠性,药板的图像经CCD摄像头再经采集卡转化为数字化图像输入计算机,经计算机处理后判断是否有废板出现。
3.分离系统
分离系统主要是气枪的设计,包括气枪喷气口的形状、位置、喷气压力及喷气时间的控制等。气枪喷气口与摄像头的距离和传输带的运行速度决定了喷气的时间及延时时间,这里通过计算机对整个运行过程的实时计算,给控制器发出指令,控制器控制气枪进行动作,使其在指定的时间后喷射气流,将废板吹入废品箱。
四、检测系统的控制
控制系统包括识别算法、用户界面和通信三个子系统,分别完成检测识别、气枪控制和通讯功能。
利用机器视觉系统代替人进行药片包装缺损检测,可以提高生产效率,降低生产成本。基于机器视觉技术的药片包装缺损检测系统是一个集机器视觉、光传感器和机电等技术于一体的机电一体化产品,而且具有计算机精度高、速度快的特点,能 迅速而准确地检测出药片包装的缺损,并对其进行综合分析,从而对成品和废品进行可靠分离。
一、机器视觉概念
机器视觉又称计算机视觉,是用计算机来模拟人或再现与人类视觉有关的某些智能行为的技术,从客观事物的图像中提取信息进行处理,并加以理解,最终用于实际检测、测量和控制。机器视觉是一项综合技术,其中包括:数字图像处理技术、机械工程技术、控制技术、电光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。这些技术在机器视觉中是并列关系,相互协调应用才能构成一个成功的工业机器视觉应用系统。一个典型的工业机器视觉应用系统包括图像捕捉系统、光照系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。
图像捕捉系统采用CCD摄像机将所要识别的作业对象和背景转换成图像信号,以图像形式记录下来,然后转变成数字化信号传送给专用的图像处理系统,根据像素分布亮度和颜色等信息进行各种运算来抽取目标的特征,根据预设的容许度和其他条件输出判断结果。
光照系统为图像采集提供合适的照明,以利于后续图像的处理与分析。
图像数字化模块、数字图像处理模块、智能判断决策模块是机器视觉系统的核心,供计算机进行特定的处理,处理完毕的数字信号需要转换成视频信号由显示器显示,并经图像采集板输出端输出,以控制相应的执行机构。
机械控制执行模块根据计算机的指令进行动作,最终完成系统所需的任务。
基于机器视觉技术的药片包装缺损检测系统总体上由硬件和软件两大部分组成,其工作原理是:包装好的药片在传送装置中传输,传送装置在机器中分为两个区域:检测区和分离区。在检测区,通过高速CCD摄像机将传送中的连续的药片图像传输到计算机中。计算机对记录下的图像进行分析,分辨出未填置药片的废板。当药板进行切割后进入分离区时,横向安置的喷枪射出高压气体把废板快速吹出,落入废品箱,而成品药板正常落入成品区,从而实现成品和废品的分离。
基于机器视觉技术的药片包装缺损检测系统总体结构如图l所示。为了充分利用原生产线,并有效地进行药片包装缺损检测,可在检测区安装两台CCD摄像机进行可靠检测,并加装适当的照明设备增强检测效果。
三、检测系统硬件实现
基于机器视觉技术的药片包装缺损检测系统的硬件包括摄像系统和分离系统两部分。
1.摄像系统
摄像系统采用工业中广泛采用的电荷耦合性固体摄像机(CCD),它由固体摄像器件作为感光元件,具有动态范围大、光谱响应范围宽、体积小、功耗低和可靠性高等特点。CCD图像传感器的输出简单,可以很方便地把图像信号的空间分布按照一个确定的线性关系转换为电信号的时序分布,并进行后续处理。CCD能与MOS电路集成在一个芯片上,既具有光电转换功能,又具有信号存储、转移和读出功能,因此CCD图像传感器可看成一个图像变换器,把一幅空间分布的光图像变换成按时间顺序分布的视频电压信号,传输给计算机进行处理。
CCD摄像机按照其使用的CCD器件可以分为线阵式和面阵式两大类,因为线阵CCD摄像机一次只能获得图像的一行信息,被拍摄的物体必须以直线形式从摄像机前移过才能获得完整的图像,针对工作实际,这里采用线阵式CCD摄像机。
2.图像采集卡
在基于PC机的机器视觉系统中,图像采集卡是控制摄像机拍照完成图像采集与数字化协调整个系统的重要设备,其结构设计和性能对整个系统的效率密切相关。一般的图像采集卡具有以下功能模块:图像信号的接收与A/D转换模块;摄像机控制输入输出接口;总线接口;通讯接口。
本系统使用NI公司的PCI—1408图像采集卡,它支持多路图像采集,并且采用双CCD输入以提高系统的分辨率和可靠性,药板的图像经CCD摄像头再经采集卡转化为数字化图像输入计算机,经计算机处理后判断是否有废板出现。
3.分离系统
分离系统主要是气枪的设计,包括气枪喷气口的形状、位置、喷气压力及喷气时间的控制等。气枪喷气口与摄像头的距离和传输带的运行速度决定了喷气的时间及延时时间,这里通过计算机对整个运行过程的实时计算,给控制器发出指令,控制器控制气枪进行动作,使其在指定的时间后喷射气流,将废板吹入废品箱。
四、检测系统的控制
控制系统包括识别算法、用户界面和通信三个子系统,分别完成检测识别、气枪控制和通讯功能。